- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик

كيف يمكن للتركيب المناسب تحسين موثوقية قواطع دوائر الجهد العالي؟
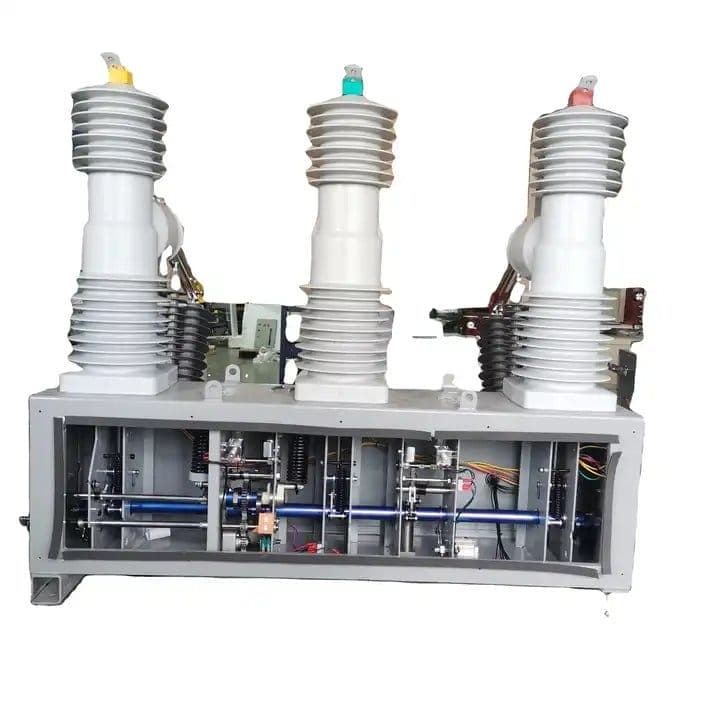
Aقواطع دوائر الجهد العاليهو جهاز الحماية الأكثر أهمية في أي محطة فرعية، ولا تعتمد موثوقيته على جودة التصنيع في المصنع فحسب، بل تعتمد بشكل كبير على جودة التثبيت. يمكن أن يؤدي التثبيت الصحيح إلى تحسين موثوقية قاطع الدائرة الكهربائية ذات الجهد العالي من خلال القضاء على آليات الفشل الشائعة مثل المحاذاة غير الصحيحة، وتسرب الغاز، ودخول الرطوبة، والسفر غير المناسب. حتى أفضل القواطع المصممة، إذا تم تركيبها بشكل غير صحيح، ستعاني من انهيار العزل المبكر، أو التشويش الميكانيكي، أو اللحام بالتلامس. في شركة Lugao Power Co.,Ltd.، قمنا بتحليل أكثر من 500 فشل ميداني لوحدات قواطع دوائر الجهد العالي، وكان 68 بالمائة من تلك الأعطال يمكن إرجاعها مباشرة إلى عيوب التثبيت. وعلى العكس من ذلك، عند اتباع بروتوكول التثبيت الموصى به، يمتد متوسط الوقت بين حالات الفشل (MTBF) من 12 عامًا إلى أكثر من 25 عامًا. توفر هذه المقالة دليلاً شاملاً لممارسات التثبيت التي تعمل على تحسين موثوقية القاطع بشكل كبير.
تتضمن عوامل التثبيت الرئيسية التي تعمل على تحسين موثوقية قواطع دوائر الجهد العالي ما يلي: التصميم المناسب للأساس ومحاذاة مسامير التثبيت، والتعبئة الصحيحة لغاز SF6 والتحكم في الرطوبة، والضبط الميكانيكي الدقيق لسير الاتصال وتوقيته، والتوصيلات الكهربائية الدقيقة، والاختبار الشامل قبل التشغيل. ويتفاعل كل من هذه العوامل مع العوامل الأخرى؛ على سبيل المثال، يمكن أن يتسبب الأساس المنحرف في ربط آلية التشغيل، مما يزيد من الاحتكاك ويؤخر الإغلاق، مما يؤدي إلى تآكل التلامس الكهربي. قام مصنعنا بتطوير دليل تركيب مفصل يتضمن مواصفات عزم الدوران، وتفاوتات المحاذاة، وإجراءات التعامل مع الغاز. تلخص هذه المقالة عقودنا من الخبرة وتحويلها إلى إرشادات قابلة للتنفيذ. سنقدم أيضًا المعلمات الفنية من نماذج قواطع دوائر الجهد العالي الخاصة بنا ونجيب على الأسئلة الأكثر شيوعًا المتعلقة بالتركيب. باتباع أفضل الممارسات هذه، يمكنك تحسين موثوقية وعمر خدمة قاطع الدائرة الكهربائية عالي الجهد بشكل كبير.
جدول المحتويات
- 1. لماذا تعتبر محاذاة الأساس ومسامير التثبيت أمرًا بالغ الأهمية لموثوقية قواطع دوائر الجهد العالي؟
- 2. كيف يؤدي التعامل الصحيح مع غاز SF6 إلى تحسين الأداء العازل والمقاطعة؟
- 3. ما هي معلمات التثبيت الرئيسية والتفاوتات لقواطع دوائر الجهد العالي لدينا؟
- 4. كيف يمكن لاختبارات ما قبل التشغيل الكهربائية والميكانيكية التحقق من جودة التركيب؟
- الأسئلة المتداولة (الأسئلة الشائعة)
- الاستنتاج ودعم التثبيت المهني
لماذا تعتبر محاذاة الأساس ومسامير التثبيت أمرًا بالغ الأهمية لموثوقية قواطع دوائر الجهد العالي؟
الأساس هو الواجهة الهيكلية بين قاطع دائرة الجهد العالي وأرض المحطة الفرعية. أي انحراف في التسطيح أو الاستواء أو وضع مسمار التثبيت يترجم مباشرة إلى ضغط على الهيكل الميكانيكي للكسارة. قاطع الدائرة الكهربائية عالي الجهد عبارة عن تجميع دقيق للأجزاء المتحركة - قضبان التشغيل والروابط وجهات الاتصال - التي يجب أن تنتقل عبر المسارات المحددة. إذا لم تكن الأساسات مستوية، فقد تتشوه لوحة قاعدة الكسارة، مما يؤدي إلى ربط آلية التشغيل. يؤدي ذلك إلى زيادة قوى التشغيل، وتسريع تآكل المحامل ومسامير التوجيه، ويمكن أن يؤدي في النهاية إلى فشل الآلية في الفتح أو الإغلاق بالكامل. لقد قام مصنعنا بالتحقيق في العديد من الحالات التي فشل فيها قاطع دائرة الجهد العالي في مقاطعة العطل بسبب انخفاض مسافة فراق التلامس بما لا يقل عن 2 مم - وهي نتيجة مباشرة لترهل الأساس.
عوامل تركيب الأساس الحاسمة التي تعمل على تحسين موثوقية قواطع دوائر الجهد العالي:
- التسطيح الأساس:يجب أن يكون الأساس الخرساني مسطحًا في حدود +/- 2 مم على كامل مساحة الكسارة. يوصي مصنعنا باستخدام مستوى الليزر والحشوات الدقيقة لتحقيق ذلك. يخلق الأساس غير المسطح قوى ملتوية على إطار الكسارة، مما قد يؤدي إلى اختلال محاذاة مجموعات القطب.
- مرساة التحكم في عزم الدوران:يجب ربط كل مسمار تثبيت إلى عزم دوران محدد (عادةً 120-150 نيوتن متر لمسامير M20). قد يؤدي التوزيع غير المتساوي لعزم الدوران إلى اعوجاج لوحة القاعدة. يوفر مصنعنا مخططًا لتسلسل عزم الدوران لضمان التحميل المتساوي. تسمح البراغي ذات عزم الدوران المنخفض بالحركة أثناء التشغيل، في حين أن البراغي ذات عزم الدوران الزائد يمكن أن تؤدي إلى تجريد الخيوط أو تشقق لوحة القاعدة.
- الحشو والمعالجة:بالنسبة للأساسات المصبوبة في مكانها، يجب معالجة الجص بالكامل (عادةً 28 يومًا) قبل تركيب الكسارة. يمكن أن يتسبب التحميل المبكر في حدوث تسوية، مما يؤدي إلى تغيير محاذاة الكسارة بمرور الوقت. يوصي مصنعنا باستخدام الجص غير القابل للانكماش بقوة ضغط لا تقل عن 40 ميجا باسكال.
- التثبيت الزلزالي:في المناطق المعرضة للزلازل، يلزم وجود موانع ومخمدات إضافية. تأتي نماذج قواطع دوائر الجهد العالي الخاصة بنا مزودة بأقواس زلزالية يجب تركيبها وفقًا لتصميمنا المعتمد. يمكن أن يؤدي الفشل في تركيبها إلى الانقلاب أثناء الأحداث الزلزالية، مما يسبب أضرارًا كارثية.
للتوضيح، قمنا بتوثيق حالة في أمريكا الجنوبية حيث تم تركيب قاطع دائرة جهد عالي 245 كيلو فولت على أساس غير مستو، مما أدى إلى التواء بمقدار 4 ملم عبر القاعدة التي يبلغ طولها 4 أمتار. وفي غضون 18 شهرًا، طورت آلية التشغيل درجات حادة على قضبان التوجيه، وزاد زمن الإغلاق من 55 مللي ثانية إلى 78 مللي ثانية. فشل القاطع في الإغلاق أثناء إعادة تنشيط الخط الحرج، مما تسبب في انقطاع التيار الكهربائي الإقليمي. بعد إعادة تسوية الأساس واستبدال المكونات التالفة، عاد الكسارة إلى أدائها الأصلي. الدرس واضح: استثمار الوقت في إعداد الأساس المناسب يؤتي ثماره في الموثوقية على المدى الطويل. يوفر مصنعنا قالبًا أساسيًا وقائمة مرجعية للتثبيت تغطي كل خطوة من خطوات العملية، مما يضمن تثبيت قاطع الدائرة الكهربائية ذات الجهد العالي على قاعدة صلبة ومستقرة.
علاوة على ذلك، تضمن محاذاة الأساس الصحيحة بقاء أعمدة عمود الكسارة متعامدة مع الأرض. يعد هذا أمرًا ضروريًا للتوزيع المتساوي لضغط التلامس عبر نقاط الاتصال الرئيسية والقوسية. يمكن أن يؤدي ضغط التلامس غير المتساوي إلى مقاومة تلامس عالية، وتسخين موضعي، وفي النهاية اللحام التلامسي أثناء انقطاع الخطأ. يقوم مصنعنا بإجراء قياس مقاومة التلامس بعد التثبيت للتأكد من أن جميع المراحل الثلاث لها قيم متسقة، وهذا القياس لا معنى له إذا تم محاذاة الأساس بشكل غير صحيح. لهذه الأسباب، تعد محاذاة الأساس ومسامير التثبيت هي الخطوة الأولى والأكثر أهمية في تحسين موثوقية قواطع دوائر الجهد العالي.
كيف يؤدي التعامل الصحيح مع غاز SF6 إلى تحسين أداء العزل الكهربائي والمقاطعة؟
يعد غاز SF6 بمثابة شريان الحياة لقدرات العزل والتبريد القوسي لقواطع دوائر الجهد العالي. ومع ذلك، فإن أدائها حساس للغاية للتلوث، والرطوبة، وانحرافات الضغط. أثناء التثبيت، يصل الكسارة من مصنعنا مملوءة بالنيتروجين الجاف أو الفراغ لحماية المكونات الداخلية أثناء النقل. يجب تعبئة غاز SF6 في الموقع وفقًا لشروط صارمة. يعد التعامل غير السليم مع الغاز أحد الأسباب الأكثر شيوعًا لفشل قواطع دوائر الجهد العالي المبكرة، مما يؤدي إلى ومضات داخلية، وانخفاض قدرة المقاطعة، وتآكل الأجهزة الداخلية. أنشأ مصنعنا إجراءً شاملاً لتعبئة الغاز يضمن قوة العزل الكهربائي المثالية وموثوقية القطع.
إجراءات التعامل مع غاز SF6 الرئيسية التي تعمل على تحسين موثوقية قواطع دوائر الجهد العالي:
- التحكم في الرطوبة:يجب أن يكون لغاز SF6 نقطة تكاثف أقل من -50 درجة مئوية (أي ما يعادل أقل من 150 جزء في المليون من الرطوبة) عند ملئه في الكسارة. يستخدم مصنعنا عربة غاز ساخنة مع محلل رطوبة مدمج لتحقيق ذلك. تتفاعل الرطوبة مع المنتجات الثانوية للقوس لتكوين أحماض أكالة (HF وSO2F2)، والتي تهاجم نقاط التلامس والمواد العازلة. حتى كمية صغيرة من الرطوبة (500 جزء في المليون) يمكن أن تقلل من قوة العزل الكهربائي بنسبة 50 بالمائة.
- التحقق من نقاء الغاز:قبل التعبئة، يجب اختبار غاز SF6 الجديد للتأكد من نقائه (99.9 بالمائة على الأقل) وغياب منتجات التحلل. يقوم مصنعنا بتزويد غاز SF6 بشهادة التحليل. نوصي باستخدام كروماتوجرافيا الغاز للتحقق من النقاء في الموقع، خاصة إذا تم تخزين الغاز لفترة طويلة.
- فحص الضغط والكثافة:يتم تعبئة قاطع الدائرة الكهربائية ذات الجهد العالي حتى الضغط المقدر (عادةً من 6.5 إلى 7.5 بار مطلق عند 20 درجة مئوية). يتم تركيب جهاز مراقبة الكثافة لتتبع حالة الغاز بشكل مستمر. أثناء التثبيت، يجب معايرة جهاز مراقبة الكثافة لضمان قراءات دقيقة. يوفر مصنعنا شهادة معايرة لكل شاشة.
- اختبار التسرب:بعد التعبئة، يجب اختبار نظام الغاز بأكمله (غرفة الكسارة والأنابيب والتجهيزات) ضد التسرب باستخدام كاشف تسرب SF6 الحساس (الحد الأدنى لمعدل التسرب القابل للاكتشاف هو 1x10-6 ملي بار لتر/ثانية). يوصي مصنعنا بإجراء اختبار الضغط الدائم لمدة 24 ساعة - إذا انخفض الضغط بأكثر من 1 بالمائة على مدار 24 ساعة، فيجب تحديد موقع التسرب وإصلاحه قبل التشغيل.
تظهر البيانات الميدانية من سجلات الخدمة الخاصة بمصنعنا أن التعامل السليم مع الغاز يقلل من معدل التسرب السنوي إلى أقل من 0.1 بالمائة، وهو ما يتجاوز بكثير معيار اللجنة الكهروتقنية الدولية (IEC) البالغ 0.5 بالمائة. في المقابل، فإن المنشآت التي يتم فيها التعامل مع الغاز بشكل سريع أو يتم تنفيذها في ظروف رطبة غالبًا ما تواجه معدلات تسرب تزيد عن 1 بالمائة، مما يتطلب إعادة التعبئة كل سنتين إلى ثلاث سنوات. كل عملية إعادة تعبئة تعرض الكسارة لمزيد من الرطوبة والهواء، مما يؤدي إلى تسريع التآكل الداخلي. كان لدى إحدى المرافق في شمال أوروبا قاطع دائرة جهد عالي 145 كيلو فولت مملوء بالغاز المجفف بشكل غير كافٍ. وفي غضون عامين، طور القاطع نشاط تفريغ جزئي، وكشف الفحص الداخلي عن حفر شديدة على الفوهة وأسطح التلامس. كانت تكلفة الإصلاح أعلى بثلاث مرات من تكلفة التعامل مع الغاز بشكل مناسب.
بالإضافة إلى ذلك، يؤثر ضغط غاز SF6 بشكل مباشر على أداء المقاطعة. إذا كان ضغط الغاز منخفضًا، تنخفض قدرة التبريد القوسي، وقد يفشل القاطع في مقاطعة تيار الخلل. تم تجهيز قاطع الدائرة الكهربائية عالي الجهد الخاص بمصنعنا بجهاز إنذار للضغط المنخفض الذي يتم تشغيله بنسبة 5 بالمائة أقل من الضغط المقدر. أثناء التثبيت، يجب التحقق من نقطة ضبط الإنذار للتأكد من تنشيطه عند الحد الصحيح. نوصي أيضًا بتركيب نظام مراقبة الغاز الذي ينقل بيانات الضغط ودرجة الحرارة بشكل مستمر إلى المحطة الفرعية SCADA. وهذا يسمح بالكشف المبكر عن التسريبات البطيئة، مما يتيح إجراء الصيانة المخطط لها قبل انخفاض الضغط إلى مستوى حرج. إن التعامل الصحيح مع غاز SF6 ليس مجرد مهمة لمرة واحدة؛ فهو يحدد خط الأساس لكامل عمر الخدمة لقاطع دائرة الجهد العالي.
ما هي معلمات التثبيت الرئيسية والتفاوتات لقواطع دوائر الجهد العالي لدينا؟
يتطلب التثبيت الصحيح لقاطع دائرة الجهد العالي الالتزام بالمعايير الميكانيكية والكهربائية الدقيقة. توفر Lugao دليل تركيب شامل يحدد كل الأبعاد المهمة، وعزم الدوران، والخلوص. يلخص الجدول أدناه معلمات التثبيت الرئيسية لنماذج قواطع دوائر الجهد العالي الأكثر شيوعًا لدينا: سلسلة LGB 145 كيلو فولت ذات الفاصل الفردي وسلسلة LGB 550 كيلو فولت ذات الفاصل المزدوج. يجب التحقق من جميع القيم أثناء التثبيت باستخدام أدوات قياس معايرة. يوفر مصنعنا الدعم في الموقع للتثبيت الأول لضمان ضبط جميع المعلمات بشكل صحيح.
| المعلمة | LGB 145 (استراحة واحدة) | LGB 550 (استراحة) | LGB 245 (استراحة واحدة) |
| تسطيح الأساس (مم) | +/- 2 ملم | +/- 2 ملم | +/- 2 ملم |
| عزم دوران مرساة (نيوتن متر) | 150 نيوتن متر (M24) | 180 نيوتن متر (M30) | 160 نيوتن متر (M27) |
| مسح الاتصال (مم) | 4-6 ملم | 5-7 ملم | 4-6 ملم |
| السكتة الدماغية الاتصال (مم) | 105 +/- 3 ملم | 110 +/- 3 ملم | 108 +/- 3 ملم |
| وقت الافتتاح (مللي ثانية) عند الضغط المقدر | 32 +/- 3 مللي ثانية | 38 +/- 3 مللي ثانية | 35 +/- 3 مللي ثانية |
| وقت الإغلاق (مللي ثانية) عند الضغط المقدر | 60 +/- 5 مللي ثانية | 70 +/- 5 مللي ثانية | 65 +/- 5 مللي ثانية |
| ضغط تعبئة SF6 (شريط abs عند 20 درجة مئوية) | 7.0 +/- 0.1 بار | 7.5 +/- 0.1 بار | 7.2 +/- 0.1 بار |
| الحد الأقصى لتسرب الغاز (سنويًا) | 0.5 بالمائة | 0.5 بالمائة | 0.5 بالمائة |
| مقاومة الاتصال الرئيسية (ميكرو أوم) | <120 ميكرو أوم | <80 ميكرو أوم | <100 ميكرو أوم |
| التزامن من القطب إلى القطب (مللي ثانية) | +/- 2 مللي ثانية | +/- 2 مللي ثانية | +/- 2 مللي ثانية |
بالإضافة إلى هذه المعلمات، يوصي مصنعنا بممارسات التثبيت التالية: يجب شحن آلية التشغيل (الزنبرك أو الهيدروليكي) وفقًا للتسلسل المحدد، ويجب أن يكون جهد التحكم ضمن نطاق 85-110 بالمائة من الجهد المقنن. يجب أن يتم ربط جميع التوصيلات الكهربائية بالقيم المحددة والتحقق من إحكامها بعد 24 ساعة من التشغيل. نقوم أيضًا بتوفير فحص التصوير الحراري بعد أول 100 ساعة من التشغيل للتأكد من عدم ارتفاع درجة حرارة التوصيلات.
يقدم مصنعنا قائمة مرجعية مفصلة للتثبيت تتضمن مربعات تسجيل الخروج لكل معلمة. يتم استخدام قائمة المراجعة هذه من قبل مهندسي التشغيل لدينا ويتم توفيرها أيضًا لعملائنا لضمان الجودة الخاصة بهم. بالنسبة لطراز LGB 145، فقد تحققنا من أن عمليات التثبيت التي تتبع قائمة المراجعة الخاصة بنا بشكل صارم تحقق معدل فشل في السنة الأولى أقل من 0.5 بالمائة، مقارنة بمعدل فشل يبلغ 4.5 بالمائة لعمليات التثبيت التي لم يتم اتباع قائمة المراجعة فيها. تؤكد هذه البيانات على أهمية الاهتمام الدقيق بكل معلمة تثبيت. نحن نشجع جميع عملائنا على الاستثمار في أدوات القياس المناسبة وإشراك الفنيين ذوي الخبرة في عملية التثبيت.
كيف يمكن لاختبارات ما قبل التشغيل الكهربائية والميكانيكية التحقق من جودة التركيب؟
حتى بعد التركيب الميكانيكي الدقيق وتعبئة الغاز، يجب أن يخضع قاطع الدائرة ذات الجهد العالي لبرنامج اختبار صارم قبل التشغيل للتأكد من أن جميع الأنظمة تعمل بشكل صحيح. تعمل هذه الاختبارات بمثابة التحقق النهائي من أن التثبيت لم يسبب أي عيوب وأن القاطع جاهز للخدمة. فيشركة لوغاو للطاقة المحدودة,لقد قمنا بتطوير تسلسل اختبار موحد يغطي جميع الجوانب الهامة لأداء قواطع دوائر الجهد العالي. لا تتحقق هذه الاختبارات من التثبيت فحسب، بل توفر أيضًا خطًا أساسيًا لمراقبة الحالة المستقبلية، وهو أمر ضروري للموثوقية على المدى الطويل.
اختبارات ما قبل التشغيل الأساسية لقواطع دوائر الجهد العالي:
- اختبار التشغيل الميكانيكي:يخضع القاطع لسلسلة من 50 عملية فتح وإغلاق عند جهد التحكم المقدر، تليها 10 عمليات عند الحد الأدنى والحد الأقصى لجهد التحكم (85% و110% من الجهد المقنن). يتم تسجيل أوقات الفتح والإغلاق لكل عملية، ويتم قياس التزامن من القطب إلى القطب. يشير أي ضوضاء أو ربط أو انحراف غير طبيعي في التوقيت إلى وجود مشكلة ميكانيكية يجب حلها قبل التنشيط.
- قياس التوقيت والسفر:باستخدام محلل السفر الرقمي، يتم قياس حركة الاتصال والسفر الزائد ومسح الاتصال. يجب أن تكون هذه القيم ضمن التفاوتات المحددة في دليل التثبيت. يوفر مصنعنا منحنى مرجعيًا يوضح الملف المثالي لسفر جهة الاتصال مقابل الوقت. يمكن أن يشير الانحراف عن هذا المنحنى إلى اختلال المحاذاة أو ضبط لوحة القيادة بشكل غير صحيح.
- قياس مقاومة الاتصال:يتم قياس مقاومة التيار المستمر لجهات الاتصال الرئيسية لكل قطب باستخدام مقياس ميكرو أوم بتيار اختبار لا يقل عن 100 أمبير. ويجب أن تكون المقاومة المقاسة أقل من الحد الأقصى المحدد (على سبيل المثال، 120 ميكرو أوم لـ LGB 145). تشير المقاومة العالية إلى سوء محاذاة التلامس أو التلوث، مما قد يؤدي إلى ارتفاع درجة الحرارة واللحام التلامسي أثناء انقطاع الخطأ.
- اختبارات العزل الكهربائي:يتم إجراء اختبار تحمل الجهد الكهربي لتردد الطاقة (دقيقة واحدة عند 1.5 مرة من الجهد المقنن) على العزل الرئيسي. بالإضافة إلى ذلك، يتم إجراء قياس التفريغ الجزئي عند 1.1 مرة من الجهد المقنن لضمان عدم وجود فراغات أو ملوثات في الغاز يمكن أن تؤدي إلى فشل العزل. يوفر مصنعنا نمط التفريغ الجزئي المتوقع للكسارة السليمة، ويتم فحص أي انحراف.
- تحليل غاز SF6:بعد تنشيط القاطع لمدة 24 ساعة، يتم أخذ عينة من الغاز وتحليلها لمعرفة محتوى الرطوبة والنقاء ومنتجات التحلل (SO2 وSOF2). تشير أي زيادة في الرطوبة أو منتجات التحلل إلى وجود مشكلة داخلية يجب معالجتها. يوصي مصنعنا بحفظ تقرير تحليل الغاز الأساسي في سجل الأصول.
ويجسد التثبيت الأخير لقاطع دائرة الجهد العالي بقدرة 245 كيلو فولت في جنوب شرق آسيا قيمة هذه الاختبارات. أثناء اختبار توقيت ما قبل التشغيل، تم قياس وقت الفتح عند 42 مللي ثانية، وهو ما يتجاوز 35 مللي ثانية +/- 3 مللي ثانية المحددة. تم إرجاع هذا الفتح المتأخر إلى مخزن مؤقت تم ضبطه بشكل غير صحيح في آلية التشغيل. قام فريق التثبيت بتصحيح إعداد المخزن المؤقت، وأظهرت إعادة الاختبار وقت فتح قدره 36 مللي ثانية. إذا لم يتم اكتشاف هذه المشكلة وتصحيحها، فربما لم يتمكن القاطع من إزالة الخطأ خلال الدورات المطلوبة البالغة 2.5 دورة، مما قد يؤدي إلى فشل كارثي. توضح هذه الحالة أن اختبارات ما قبل التشغيل ليست مجرد إجراء شكلي ولكنها مقياس موثوقية بالغ الأهمية.
يوفر مصنعنا نموذج تقرير اختبار شامل يتضمن جميع القيم المقاسة وظروف الاختبار وأي إجراءات علاجية تم اتخاذها. يصبح هذا التقرير جزءًا من وثائق دورة حياة القاطع وهو ضروري لتخطيط الصيانة المستقبلية. كما نقدم أيضًا ضمانًا يغطي على وجه التحديد المشكلات المتعلقة بالتثبيت، بشرط اتباع بروتوكول الاختبار الخاص بنا. من خلال الاستثمار في اختبارات ما قبل التشغيل الشاملة، فإنك تضمن أن قاطع الدائرة الكهربائية عالي الجهد الخاص بك يدخل الخدمة في حالة مثالية، مما يزيد من موثوقيته من اليوم الأول.
الأسئلة المتداولة (الأسئلة الشائعة)
السؤال 1: ما هو خطأ التثبيت الأكثر شيوعًا الذي يقلل من موثوقية قاطع دائرة الجهد العالي؟
الإجابة: خطأ التثبيت الأكثر شيوعًا هو عدم كفاية تسوية الأساس وعزم دوران مسمار التثبيت. تظهر بيانات مصنعنا أن 40 بالمائة من حالات الفشل المبكرة تتعلق بمشاكل في الأساس. عندما لا تكون الأساسات مستوية، فإن إطار الكسارة يلتوي، مما يتسبب في اختلال محاذاة آلية التشغيل والأعمدة. يؤدي هذا إلى زيادة الاحتكاك وتأخير العمليات وتآكل التلامس غير المتساوي. يمكن أن يؤدي فحص مستوى الليزر البسيط أثناء التثبيت إلى منع هذه المشكلة. نوصي بالتحقق من التسطيح في نقاط متعددة واستخدام الحشوات الدقيقة لتحقيق التسامح المطلوب وهو +/- 2 مم. وهذا إجراء منخفض التكلفة وله تأثير كبير على الموثوقية على المدى الطويل.
السؤال 2: كيف تؤثر الرطوبة الموجودة في غاز SF6 على موثوقية قاطع الدائرة الكهربائية ذات الجهد العالي، وكيف يتم التحكم فيها أثناء التثبيت؟
الإجابة: تعتبر الرطوبة الموجودة في غاز SF6 مصدر قلق كبير بشأن الموثوقية لأنها تتفاعل مع المنتجات الثانوية للقوس لتكوين أحماض أكالة. تهاجم هذه الأحماض المواد العازلة والأسطح المعدنية، مما يؤدي إلى ومضات داخلية وعطل ميكانيكي. أثناء التثبيت، يجب إجراء عملية تعبئة غاز SF6 باستخدام عربة غاز جاف مع محلل رطوبة في الخط. يجب أن تكون نقطة الندى للغاز أقل من -50 درجة مئوية قبل أن يدخل إلى الكسارة. يوصي مصنعنا أيضًا بإخلاء حجرة الكسارة إلى فراغ بمقدار 1 ملي بار قبل التعبئة لإزالة أي رطوبة متبقية. بعد التعبئة، يتم أخذ عينة رطوبة للتحقق من نقطة الندى. إذا تجاوز محتوى الرطوبة الحد المسموح به، فيجب تصفية الغاز أو استبداله.
السؤال 3: هل يمكن تركيب قاطع دائرة الجهد العالي في الداخل، وهل يغير ذلك متطلبات التثبيت؟
الإجابة: نعم، يمكن تركيب قواطع دوائر الجهد العالي في الداخل، عادةً في GIS (المحطات الفرعية المعزولة بالغاز) أو AIS الداخلية (المحطات الفرعية المعزولة بالهواء) مع خلوص كافٍ. يتطلب التثبيت الداخلي اعتبارات إضافية: يجب التحكم في درجة الحرارة المحيطة لتجنب تسييل SF6 (أقل من -25 درجة مئوية) ولمنع التكثيف. يجب أن تكون الأرضية مصممة لدعم وزن الكسارة بالإضافة إلى الأحمال الديناميكية. ويجب توفير التهوية لمنع تراكم SF6 في حالة حدوث تسرب، حيث أن SF6 أثقل من الهواء ويمكن أن يحل محل الأكسجين. يوفر مصنعنا إرشادات خاصة للتركيب الداخلي، بما في ذلك الحد الأقصى لدرجة الحرارة المحيطة (عادة 40 درجة مئوية) والحد الأدنى من الخلوص إلى الجدران. يتم تطبيق نفس الأساس ومعالجة الغاز وبروتوكولات الاختبار، ولكن مع إضافة ضوابط بيئية.
السؤال 4: ما هو عزم الدوران الصحيح للتوصيلات الكهربائية الرئيسية في قاطع دائرة الجهد العالي؟
الإجابة: يختلف عزم الدوران للتوصيلات الكهربائية الرئيسية حسب حجم الترباس والمواد. بالنسبة لطراز LGB 145، يجب أن يتم عزم وصلات قضيب التوصيل الرئيسية (عادةً مسامير M16) إلى 80-90 نيوتن متر للموصلات النحاسية و90-100 نيوتن متر للموصلات الألومنيوم. يمكن أن يؤدي استخدام عزم الدوران غير الصحيح إلى ارتفاع درجة الحرارة: تؤدي التوصيلات ذات عزم الدوران المنخفض إلى إنشاء مقاومة عالية للتلامس، بينما يمكن أن تؤدي التوصيلات ذات عزم الدوران الزائد إلى إتلاف الموصل أو طرف القاطع. يوفر مصنعنا مخططًا لمواصفات عزم الدوران لجميع التوصيلات، ونوصي باستخدام مفتاح عزم الدوران المعاير ووضع علامة على كل مسمار بعد ربطه للإشارة إلى أنه تم فحصه. ننصح أيضًا بإعادة الدوران بعد أول 100 ساعة من التشغيل لاستيعاب التمدد الحراري والترسيب.
السؤال 5: هل شركة Lugao Power Co.,Ltd. هل نقدم الإشراف على التثبيت والتدريب على قواطع دوائر الجهد العالي؟
الجواب: نعم، يوفر مصنعنا خدمات الإشراف والتدريب الشاملة على التثبيت. لكل عملية شراء لقواطع دوائر الجهد العالي، نقدم خيار وجود أحد كبار المهندسين الميدانيين لدينا في الموقع لعملية التثبيت والتشغيل بأكملها. يشرف هذا المهندس على إعداد الأساس، ومعالجة الغاز، والتجميع الميكانيكي، والاختبارات الكهربائية، مما يضمن استيفاء جميع المواصفات لدينا. كما نقوم أيضًا بإجراء تدريب في الموقع للفنيين لديك، يشمل جميع إجراءات التركيب والتشغيل والصيانة. يتضمن برنامجنا التدريبي جلسات دراسية وتدريبات عملية. تقلل هذه الخدمة بشكل كبير من مخاطر أخطاء التثبيت وتضمن أن فريقك قادر تمامًا على صيانة القاطع طوال فترة خدمته بالكامل. نحن نوصي بهذه الخدمة، خاصة للمشترين لأول مرة لقواطع دوائر الجهد العالي الخاصة بنا.
الخلاصة: الاستثمار في جودة التثبيت للحصول على موثوقية لا مثيل لها لقواطع دوائر الجهد العالي
إن موثوقية قاطع الدائرة الكهربائية ذات الجهد العالي لا تعتمد فقط على تصميمه وتصنيعه؛ فهو يتأثر بشدة بجودة تركيبه. بدءًا من مسامير الأساس والمثبت وحتى معالجة غاز SF6 واختبارات ما قبل التشغيل، تلعب كل خطوة من عملية التثبيت دورًا حاسمًا في ضمان أداء القاطع على النحو المنشود لعقود من الزمن. مصنعنا في Lugao Power Co.,Ltd. شهدت التأثير الإيجابي للتركيب الدقيق، حيث حققت القواطع أرقام MTBF تتجاوز 25 عامًا وتعمل بأقل قدر من الصيانة. لقد رأينا أيضًا عواقب التثبيت المتسرع أو غير الصحيح، والذي يمكن أن يؤدي إلى أعطال مبكرة وإصلاحات مكلفة وحتى انقطاع النظام. الاختيار واضح: الاستثمار في التركيب المناسب هو الطريقة الأكثر فعالية من حيث التكلفة لزيادة موثوقية قاطع الدائرة الكهربائية ذات الجهد العالي.
لا تترك حماية المحطة الفرعية الخاصة بك للصدفة.اتصل بـ Lugao Power Co.,Ltd. اليوملتحديد موعد استشارة التثبيت الشاملة. سيقوم فريقنا بمراجعة ظروف موقعك، وتقديم خطط التثبيت التفصيلية، وتقديم الإشراف في الموقع لضمان استيفاء كل المواصفات. كما نقدم أيضًا التدريب للفنيين لديك ومجموعة كاملة من معدات اختبار ما قبل التشغيل. يتم دعم جميع تركيبات قواطع دوائر الجهد العالي لدينا بضمان أداء لمدة 3 سنوات، والذي يغطي أي عيوب متعلقة بالتركيب إذا تم اتباع البروتوكول الخاص بنا.اطلب حزمة دعم التثبيت الخاصة بك الآن من Lugao Power Co.,Ltd. وحماية نظام الطاقة الخاص بك بأعلى مستوى من الموثوقية. قم بتأمين شبكتك من خلال التثبيت المناسب — ثق في شركة Lugao Power Co.,Ltd.